3D相机应用盘点之焊接自动化
随着机械化生产的快速发展,生产的智能化,焊缝检测技术已经发展到新的高度。现代的焊接术将焊接自动控制化、焊接工艺制造自动化技术融合在了一起。焊接过程自动化控制包含焊缝的自动识别和焊接特征参数的自动控制两个方面。
视觉传感技术、图像处理、信息技术、智能控制、模式识别等技术的快速发展,已经对焊缝机器人进行各种焊接控制的识别和检测齐了起了极大地支撑作用。又随着视觉传感技术的应用和推广,使国内外焊缝跟踪系统出现了各种商业化产品。
 知象光电高精度工业3D相机 Surface HD
知象光电高精度工业3D相机 Surface HD在焊缝检测系统中的自动化控制上,传统检测定位精度不够,经常会出现焊缝偏差较大的结果,无法满足焊接需求。通过机器视觉技术进行焊缝检测,并将其应用到生产中,使焊接控制自动化程度有了明显提高,现在已成为自动化控制的研究热点。
为了降低设备安装复杂度、减少工件形变、飞溅等干扰因素造成的焊接位置偏差,提高焊缝精度,使用机器来代替传统的人工检测,并且完成焊缝缺陷的识别和分类,这将大大提高检测效率,有一定的发展前景和实际意义。

3D视觉焊缝检测系统是焊接领域目前前沿检测技术,其选择3D相机进行进行焊缝自动跟踪,能够获取准确的三维数据信息,并通过图像处理系统进行计算机数据分析处理得出机器控制信号,控制焊枪的运动。
小贴士:焊接基础知识
根据接合方法不同,焊接大致可分为三类。将母材和母材熔化或将接合母材所需的焊接棒(焊材)和母材熔化并接合的“熔接”;利用机械摩擦、压力、电流等使母材熔化并接合的“压接”;在接合部分使用接合所需的焊材(钎)以进行焊接的“钎焊”。
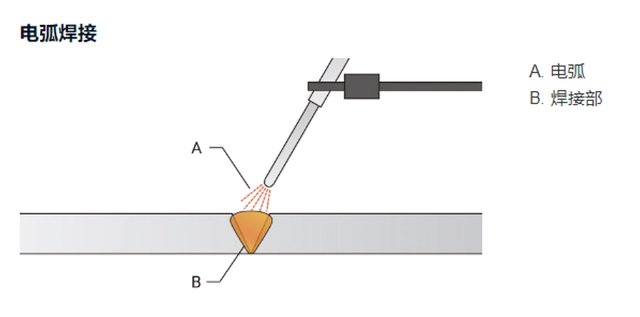
(1)在焊接中,最常见的方法是“熔接”。熔接时,需要将母材和焊材或其中之一熔化,以实现焊接。典型的熔接就是“电弧焊接”。电弧焊接、激光焊接这些熔接方法常用于机械手的自动焊接。目前,在汽车组装线等复杂的生产线上,会根据工序的特性和条件,分别采用机械手焊接和人工焊接。
小贴士:焊接基础知识
根据接合方法不同,焊接大致可分为三类。将母材和母材熔化或将接合母材所需的焊接棒(焊材)和母材熔化并接合的“熔接”;利用机械摩擦、压力、电流等使母材熔化并接合的“压接”;在接合部分使用接合所需的焊材(钎)以进行焊接的“钎焊”。
(1)在焊接中,最常见的方法是“熔接”。熔接时,需要将母材和焊材或其中之一熔化,以实现焊接。典型的熔接就是“电弧焊接”。电弧焊接、激光焊接这些熔接方法常用于机械手的自动焊接。目前,在汽车组装线等复杂的生产线上,会根据工序的特性和条件,分别采用机械手焊接和人工焊接。
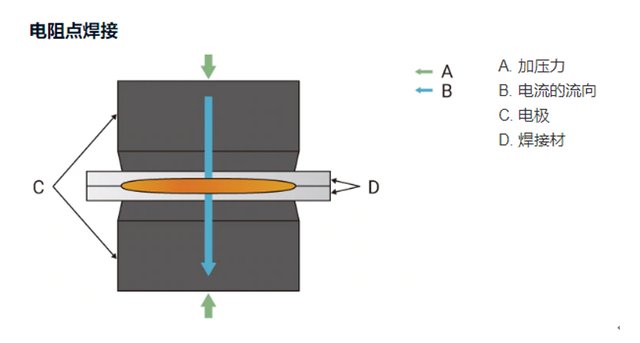
(2)压接分为“摩擦压接法”、“气体压接法”和“电阻点焊接”。“摩擦压接法”利用的是物质的塑性,即向物质施加一定的力并使其发生变形后,即使不再用力,也会保持变形的性质;“气体压接法”是通过将母材相互压紧,再用气体加热以实现接合;“电阻点焊接”则是将待接合的2块母材相互重叠并通电,将电阻发热作为热源以进行接合。此外,“摩擦压接法”、“电阻点焊接”等压接方法可实现自动化和无人化,因此自动压接机被广泛应用于FA(工厂自动化)车间。
(3)利用熔化温度(熔点)低于母材的焊材(钎焊材)进行接合的方法叫做“钎焊”。为了在不熔化母材的前提下实现接合,且与母材拥有良好的接合状态,钎焊材中添加了焊剂。钎焊材不仅熔化温度应低于母材,还必须具备出色的亲和性,熔化后的钎焊材原子必须能与母材的原子相结合。
钎焊材有“铝钎焊”、“银钎焊”、“磷铜钎焊”、“黄铜钎焊”等,可根据不同的接合材料选择使用。此外,锌、铅、锡或锡铅合金等钎焊材熔点较低的“软钎料”统称为“焊膏”。钎焊可轻松地将金属接合起来,因此很早开始就用于日用品、美术工艺品、牙科用品上。此外,电子线路等的“软钎焊”利用了钎焊材的导电性,广泛应用于从家电产品到航空器、核工业、化工设备等各种领域。
文章来源:《冶金自动化》 网址: http://www.yjzdhzz.cn/zonghexinwen/2021/0321/401.html