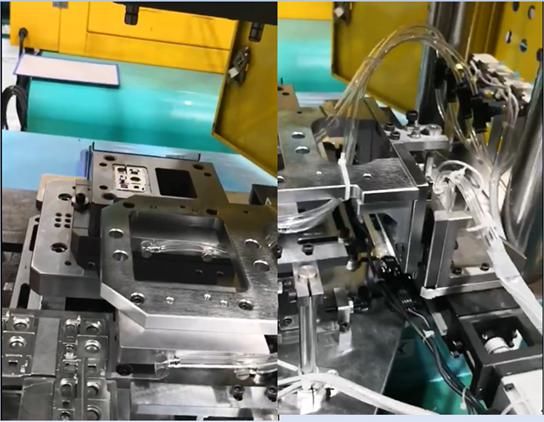
MIM粉末整形及自动化上下料
MIM伺服油压整形机是由鑫台铭自主研发生产的伺服油压机,是我公司针对MIM行业(金属粉未注射成型技术)和PM,PIM等工艺整形而研发的专业设备。MIM伺服油压整形机采用伺服液压控制系统和液压元器件及油路设计,压力稳定,有数据追踪,实时监控各项参数,压力曲线及其品质监测,数据导出等功能,分机械式及数控式两种设备选择。工作节拍可控制在2S以内一个工作循环,能有效将设备工作油温控制在45℃以下,工作噪音控制在60分贝以下,可有效降低设备故障率,具有节能、环保、高精度、高效率、高良率、低故障率、安全等优势。
MIM工艺结合了粉末冶金和塑料注射成型两种技术的优点,突破了传统金属粉末模成型工艺在产品形状上的限制。MIM利用金属粉末技术特点能烧结出致密、具良好机械性能及表面质量的机械零件。 同时,利用塑料注射成型技术能大批量、高效率地生产出许多具有复杂形状特征的零件:如各种外部切槽,外螺纹,锥形外表面, 交叉通孔、盲孔,凹台与键销,加强筋板,表面滚花等等,具有以上特征的零件都是无法用常规粉末冶金方法、精密铸造等工艺得到的。
 MIM粉末整形及自动化上下料
MIM粉末整形及自动化上下料
MIM产品的特点:
1、零部件几何形状的自由度高,能像生产塑料制品一样,一次成型生产形状复杂的金属零部件。
2、MIM产品密度均匀、光洁度好,表面粗糙度可达到Ra 0.80~1.6μm,重量范围在0.1~200g。尺寸精度高(%%),一般无需后续加工。
3、适用材料范围宽,应用领域广,原材料利用率高,生产自动化程度高,工序简单,可实现连续大批量生产。
4、产品质量稳定、性能可靠,制品的相对密度可达95%~99%,可进行渗碳、淬火、回火等热处理。
5、产品强度、硬度、延伸率等力学性能高,耐磨性好,耐疲劳,组织均匀。
全自动金属注射上下料伺服液压整形机:需加工产品工装,根据产品实际设计。
产品1设备动作流程:
启动---错位气缸缩回入料---入料光纤检测到位---错位气缸伸出---机械手取料----对位气缸伸出---压机下压---机械手前后运动气缸伸出---机械手伺服电机驱动凸轮机构到A位置(取料位)---吸料---对位气缸缩回---机械手伺服电机驱动凸轮经过C位置是进行判定是否漏吸---机械手伺服电机启动凸轮到B位置(放料位)---放料
产品2设备动作流程:
启动---模组运动到未整形料盘位置---夹紧气缸松开---顶起气缸顶起---夹紧气缸夹紧---模组运动机械手取放产品位置---机械手运动到取料位放入模具内---放料---翻转取料
产品3设备动作流程:
启动---错位气缸缩回入料---入料光纤检测到位---错位气缸伸出---模组左运动到(取料位)下移气缸下降吸取产品---模组右运动到(放料位) ----压机下压退回---放料
注射成型---自动摆放陶瓷板:
注射成型产品可放在吸塑盒,和输送带。
四轴机器人具有灵活性,高速度,摆放一个产品2秒完成,(包括视觉定位,自动位置)视觉可以更好的提供位置,来完成精确定位。
应用领域:
1.计算机及其辅助设施:如打印机零件、磁芯、撞针轴销、驱动零件;
2.工具:如钻头、刀头、喷嘴、枪钻、螺旋铣刀、冲头、套筒、扳手、电工工具,手工具等;
3.家用器具:如表壳、表链、电动牙刷、剪刀、风扇、高尔夫球头、珠宝链环、圆珠笔卡箍、刃具刀头等零部件;
4.电器用零件:电子封装,微型马达、电子零件、传感器件;
5.机械用零件:如松棉机、纺织机、卷边机、办公机械等;
6.汽车船舶用零件:如离合器内环、拔叉套、分配器套、气门导管、同步毂、安全气囊件等。
7.手机中常用的MIM工艺有:转轴套,内置固定螺母,内置加强部件,音量键,开机键,拍照键,导航键装饰圈,听筒装饰圈,OK键装饰圈,装饰边条,电池卡扣,功能按键,音频装饰圈,USB装饰圈,摄像头装饰圈,OK键粒,以及其他外观装饰件等。
文章来源:《冶金自动化》 网址: http://www.yjzdhzz.cn/zonghexinwen/2021/0321/397.html
上一篇:自动化类专业简介,及其新高考选科要求
下一篇:电气工程及其自动化专业就业方向与前景